Setting Up for a Basic Resistance Welding Application
By: Scott Buchanan
Wire to Wire Manufacturing Ltd.
![]() Printable
Version of This Article
Printable
Version of This Article
Resistance welding comes in many forms. Spot welding, resistance seam welding,
and projection welding are commonly used resistance welding processes. This
article is going to focus on spot welding.
If you are concerned with a consistent quality of spot welding production
then you need to understand that the three key welding principles are the
welding time, the welding/electrical current, 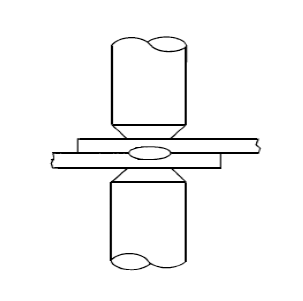 and the welding pressure (electrode
force – mechanical pressure). These three factors are closely related
and need to be balanced in order for the welder to produce a quality weld
between two pieces of metal with consistency. Welding electrodes conduct
the welding current to the two pieces of metal to be welded as they are
forged together.
and the welding pressure (electrode
force – mechanical pressure). These three factors are closely related
and need to be balanced in order for the welder to produce a quality weld
between two pieces of metal with consistency. Welding electrodes conduct
the welding current to the two pieces of metal to be welded as they are
forged together.
The welding cycle must first build an adequate amount of heat through the
electrical current and the time the current is applied to raise a small
volume of molten metal from the work pieces to be welded. This molten metal
is then allowed to cool while under the pressure of the electrodes until
it has set at the maximum strength that the metal will allow to hold the
parts together. This is referred to as the hold time on the welder.
If one of these parameters is changed without the proper adjustments to another, it may result in a poor weld.
Example: If the welding current is increased without an adequate amount of welding pressure will result in an excessive weld splash. Conversely, a change in pressure without the corresponding changes in welding time and welding current may result in poor welds also.
The kva ratings of resistance welders are greatly impacted by various aspects of the welder set-up. When a part is very large and cannot be fit into a short set of spot welder arms – the arms may have to be extended or changed in order to accommodate the depth of the part. A spot welder with long arms for a deep entry of a product to be welded will have a much greater electrical impedance than the same machine kva with a short set of arms. The resistance welder efficiency is greatly reduced by the electrical impedance.
Electrical impedance is the measure of the opposition that an electrical
circuit presents to the passage of a current when a voltage is applied.
In terms of resistance welding it is the increased resistance due to the
greater distance and obstacles that the current needs to flow through to
get to its destination (the welding electrodes).
Please contact us at Wire to Wire with any ideas or questions you may have. Call us toll free in Canada and the United States at 1-866-760-WIRE(9473).